

THE PROCESS FOR A TYPICAL PROPELLER OVERHAUL
OTTOSEN PROPELLER USES ONLY THE MOST STATE OF THE ART EQUIPMENT THROUGH OUT YOUR ENTIRE OVERHAUL PROCESS. OUR TECHNICIANS GO THROUGH YEARS OF TRAINING TO PROVIDE SUPERIOR SERVICE AND SUPPORT. AFTER 75 YEARS AND 3 GENERATIONS WE STILL LOOK FORWARD TO BEING APART OF YOUR AVIATION HISTORY.
REACH OUT TO DISCUSS GETTING A QUOTE
DISSASSEMBLY & CLEANING
WHEN WAS YOUR LAST INSPECTION?
PROPELLERS ARE DESIGNED FOR HIGH RELIABILITY AND A LONG SERVICE LIFE. LIKE ANY MECHANICAL DEVICE, THEY WILL REQUIRE PERIODIC MAINTENANCE AND INSPECTIONS. THIS WILL HELP TO ENSURE A LONG SERVICE LIFE AND SAFE OPERATION. THE PROPELLER WILL BE DISASSEMBLED AND CLEANED AT THIS POINT LOOKING FOR ANY HIDDEN DAMAGE OR DEGRADATION TO THE INTERNAL COMPONENTS.


INSPECTION & MEASURING
IS YOUR PROP STILL IN SPEC?
HERE IN ONE OF OUR INSPECTION ROOMS, A TECHNICIAN WILL ADHERE TO A STRICT PROCEDURE ON HOW TO VISUAL AND DIMENSIONAL MEASURING OF EACH PART.


LASER GUIDED MEASUREMENTS
LETS GET IT MEASURED
HERE WE USE OUR AUTOMATED LASER AEROSCAN MACHINE TO ACCURATELY MEASURE THE PROPELLER BLADE'S COMPLEX SHAPE. THE STATE OF THE ART MACHINE REMOVES ANY HUMAN ERROR WHILE MEASURING THE DIMENSIONAL WIDTH AND THICKNESS AT EACH STATION. THE YELLOW LINES ON OUR TEST SAMPLE REFER TO THE BLADE STATION LOCATIONS.


FIXING THE IMPERFECTIONS
HAVE ANY ROCK DINGS IN YOUR PROP?
AFTER THE INITIAL INSPECTIONS, OUR TECHNICIANS WILL PROFILE EACH OF THE BLADES ON THE DOWN DRAFT TABLE TO REMOVE ANY IMPERFECTIONS, NICKS, OR CORROSION. THE AEROSCAN MACHINE HAS PROVIDED US WITH THE TOLERANCES OF HOW MUCH MATERIAL CAN BE REMOVED TO STAY WITHIN THE MANUFACTURERS SPECIFICATIONS. THE BLADE WILL BE MEASURED AGAIN ON THE AEROSCAN MACHINE AT THE COMPLETION OF GRINDING AND POLISHING PROCESS.


NDT - CHEMICAL ETCHING
LEARN MORE ABOUT OUR PROCESS
THIS PROCESS IS USED TO OPEN UP DISCONTINUITIES BY DISSOLVING SMEARED METAL WHICH MAY BE BLOCKING ANY OPENINGS OR CRACKS. THIS OPERATION IS DONE AFTER ANY GRINDING OR POLISHING OPERATIONS TO HELP PREPARE THE SURFACE FOR THE DYE PENETRANT.


NDT - DYE PENETRANT
FIND THE IMPERFECTIONS
ONCE THE COMPONENT HAS BEEN COMPLETELY CLEANED & ETCHED, LIQUID PENETRANT IS APPLIED TO THE SURFACE AREAS TO BE INSPECTED. ONCE COATED, THE PART IS SET TO DWELL ALLOWING THE DYE TO SEEP INTO ANY CRACK, OR IMPERFECTION.


NDT - WATER WASHABLE & OVEN DRY
NEED A CLEANING?
HERE IN OUR WASHING STATION, THE DYE IS RINSED OFF USING A LOW WATER PRESSURE & TEMPERATURE AT A 45° ANGLE UNDER A BLACK LIGHT. RINSE REMOVAL IS STOPPED ONCE THE FLUORESCENT DISAPPEARS FROM THE PART. WE THEN THROROUGHLY DRY THE PARTS IN A LOW TEMPERATURE OVEN. THIS BEGINS THE REVERSE CAPILLARY ACTION OF THE PENETRANT OUT OF THE CRACK OR IMPERFECTION.


NDT - DEVELOPER
WHATS HIDING UNDERNEATH THE SURFACE?
DEVELOPER IS APPLIED TO THE PART TO BE INSPECTED. THE DEVELOPER HELPS ASSIST THE REVERSE CAPILLARY ACTION BY ABSORBING THE PENETRANT OUT OF ANY CRACK OR IMPERFECTION. THE ITEM IS INSPECTED UNDER A BLACK LIGHT TO HELP ILLUMINATE THE FLUORESCENT DYE. IF A PART HAS AN INDICATION, IT WILL BLEED THE DYE PENETRANT FROM ANY DISCONTINUITY. THE INSPECTOR WILL NEED TO EVALUATE THE INDICATION AND SEE IF IT IS RELEVANT OR NOT.


NDT - MAGNETIC PARTICLE INSPECTION
THOROUGHLY INSPECT EACH PART
A PROCESS USED IN DETECTING SURFACE AND SHALLOW SUBSURFACE DISCONTINUITIES IN MATERIALS THAT HAVE STRONG MAGNETIC PROPERTIES, SUCH AS IRON OR STEEL. VERY SMALL IRON PARTICLES HAVING MAGNETIC ATTRACTION ARE APPLIED TO THE SURFACE OF THE TEST PART AFTER OR DURING THE APPLICATION OF A MAGNETIZING FORCE. THE PARTICLES ACCUMULATE IN ANY DISCONTINUITY OPENING IN THE MAGNETIC FIELD TO FORM A VISUAL INDICATION WHEN INSPECTED UNDER A BLACK LIGHT.


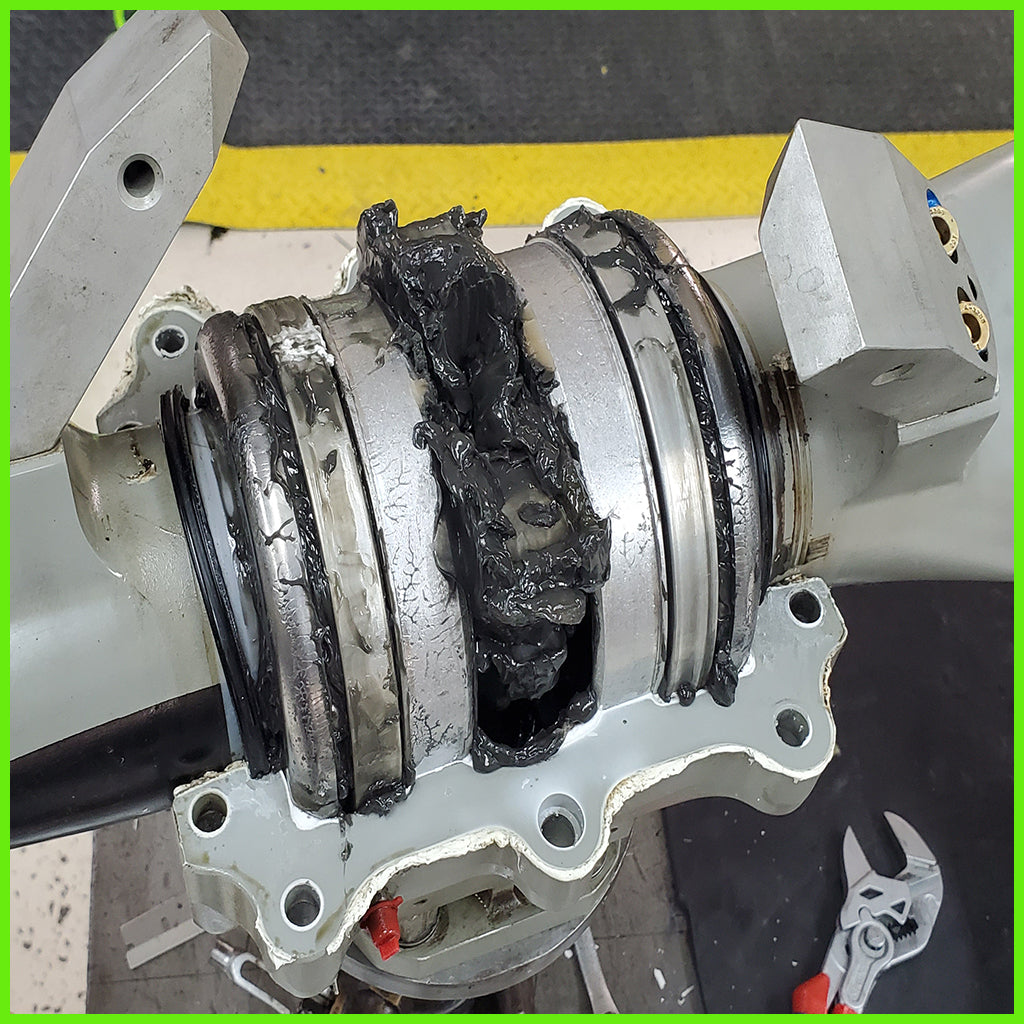
looking for damage
WHEN WAS YOUR LAST INSPECTION?
HERE YOU CAN SEE A VISUAL CRACK THAT IS SHOWN IN THE BEARING RACE. THIS PART WILL NEED TO BE RETIRED FROM SERVICE AND REPLACED WITH A NEW PART.


SHOT PEENING MACHINE
STATE OF THE ART SHOT PEENING MACHINE
PEENING USES SMALL SPHERICAL MEDIA (SHOT) PROPELLED AT THE SURFACE OF A PART TO CREATE DENTS OR DIMPLES. BY CREATING DENTS ON THE SURFACE ON THE PART, IT HELPS INCREASE THE STRENGTH WHILE PREVENTING FATIGUE, CRACKING OR WEAR.


SHOT PEENING THE BLADE
THE BEST SERVICE IN THE INDUSTRY
HERE IS A LOOK INSIDE THE FULLY AUTOMATED SHOT PEENING MACHINE. IT USES MULTIPLE GUNS TO SHOOT MEDIA AT INTRICATE AND COMPLEX PART GEOMETRY SUCH AS THE BLADE FOIL.


COLD COMPRESSION ROLLING MACHINE
STATE OF THE ART SHANK ROLLING MACHINE
WE ARE THE FIRST IN THE INDUSTRY TO RECEIVE THE NEW STATE OF THE ART HARTZELL COLD COMPRESSION ROLLING MACHINE. ONCE THE BLADE IS SECURED IN THE FIXTURE, A HARDENED ROLLER COMPRESSES THE MATERIAL IN THE SHANK TO INCREASE STRENGTH WHILE PREVENTING FATIGUE. THIS IS USED FOR TERMINATING ACTION OF A.D. NOTE 2007-26-09.


PAINTING
EACH BLADE IS UNIQUELY HAND PAINTED
HERE WE SET UP PARTS IN OUR PAINT BOOTH TO BE COATED WITH BOTH A PRIMER AND A FINAL COAT TO MATCH YOUR MANUFACTURER'S COLOR SCHEME. THE PAINT ADDS AN EXTRA LAYER OF CORROSION RESISTANCE WHILE EXPOSED TO THE ELEMENTS IN THE FIELD.


FINAL ASSEMBLY & INSPECTION
75 YEARS OF QUALITY WORKMANSHIP
AFTER THE PROPELLER AND PARTS HAVE GONE THROUGH EACH INSPECTION, THE PROPELLER CAN BEGIN THE FINAL PROCESS OF ASSEMBLY. USING THE MANUFACTURER'S MANUALS, WE FOLLOW THE STEP BY STEP PROCEDURE TO COMPLETE THE OVERHAUL.


STATIC BALANCE
STATE OF THE ART BALANCING MACHINE
USING OUR STATE OF THE ART STATIC BALANCE MACHINE, WE BALANCE THE PROPELLER BY ADDING ADDITIONAL WEIGHTS. THIS WILL ENABLE OUR CUSTOMERS TO HAVE A SMOOTH AND COMFORTABLE FLYING EXPERIENCE WITHOUT EXCESS VIBRATION.